Сварка в инертных газах вольфрамовым электродом (TIG)
презентация к уроку

Сварка в инертных газах вольфрамовым электродом (TIG)
Сущность процесса сварки ТИГ
Полное наименование этого процесса сварки таково: Ручная дуговая сварка в инертном газе вольфрамовым электродом (ДСТУ 3761.3-98 "Сварка и родственные процессы. Часть 3 Сварка металлов: соединения и швы, технология, материалы и оборудование. Термины и определения"). Схема и сущность процесса сварки ТИГ показана на рисунке ниже.
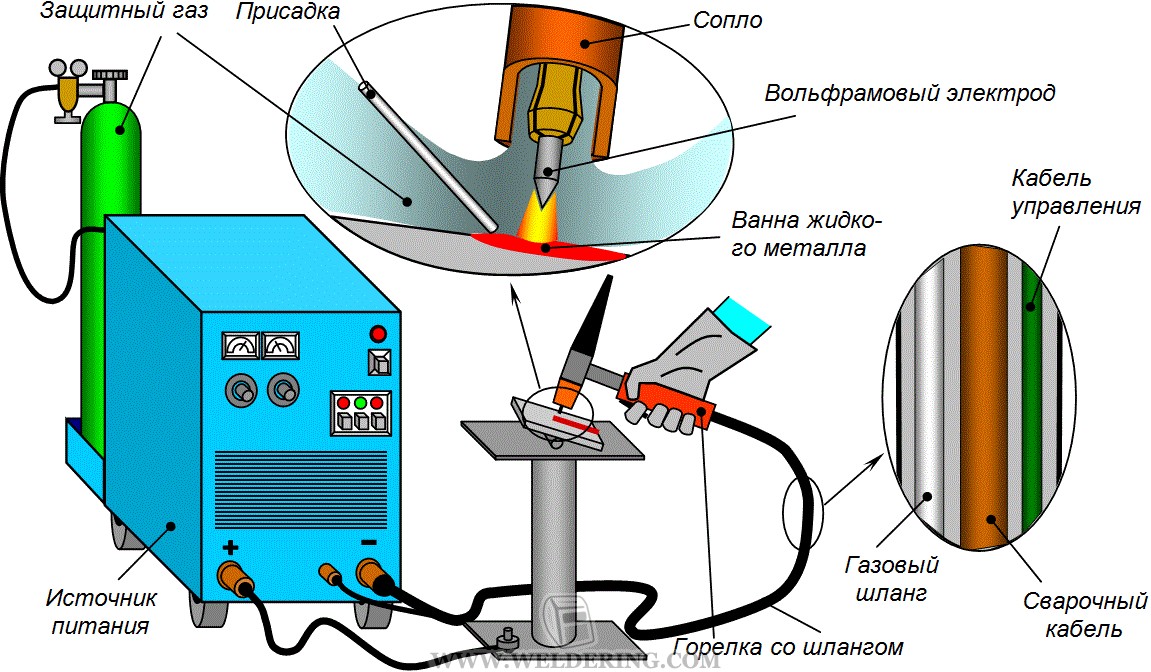
Кромки свариваемого изделия и присадочный металл расплавляются дугой, горящей между неплавящимся вольфрамовым электродом и изделием. При этом используется электрод либо из чистого, либо из активированного вольфрама. При необходимости в сварочную ванну добавляется присадочный металл. По мере перемещения дуги расплавленный (жидкий) металл сварочной ванны затвердевает (то есть кристаллизируется), образуя сварной шов, соединяющий кромки деталей. Сварное соединение образуется либо только за счет расплавленного основного металла, либо за счет, как основного металла, так и металла присадочной проволоки. Дуга, сварочная ванна, торцы вольфрамового электрода и присадочной проволоки, а также остывающий шов защищены от воздействия окружающей среды инертным газом (аргоном или гелием), подаваемым в зону сварки горелкой. Сварка выполняется либо постоянным током прямой полярности, когда плюсовая клемма источника питания подключается к изделию, а минусовая – к горелке, либо переменным током (при сварке алюминия).
Область применения сварки ТИГ
Этот способ сварки широко применяется в химической, теплоэнергетической, нефтеперерабатывающей, авиационно-космической, пищевой, автомобилестроительной и других отраслях промышленности для сварки практически всех металлов и сплавов: углеродистых, конструкционных и нержавеющих сталей, алюминия и его сплавов, титана, никеля, меди, латуней, кремнистых бронз, а так же разнородных металлов и сплавов; наплавка одних металлов на другие.
Сварочный источник питания
Сварочный источник питания обеспечивает сварочную дугу электрической энергией. В качестве источника питания при сварке ТИГ используются:
- сварочные трансформаторы – при сварке на переменном токе;
- сварочные выпрямители и генераторы – при сварке на постоянном токе;
- универсальные источники питания, обеспечивающие, как сварку переменным, так и постоянным током.
Источники питания для сварки ТИГ должны иметь крутопадающую внешнюю вольт-амперную характеристику (Источники питания для дуговой сварки). Такая характеристика обеспечивает постоянство заданного значения тока сварки при нарушениях длины дуги, например, из-за колебаний руки сварщика.

Сварочная горелка
Основным назначением горелки для дуговой сварки ТИГ является жесткое фиксирование вольфрамового электрода (W-электрода) в требуемом положении, подвода к нему электрического тока и равномерного распределения потока защитного газа вокруг сварочной ванны. Она состоит из корпуса (ручки) и головки покрытой изолирующим материалом. Обычно, в рукоятку горелки встроена кнопка управления для включения и выключения тока сварки и защитного газа. Некоторые современные горелки имеют кнопку управления током в процессе сварки. Цанга позволяет жестко закрепить W-электрод в горелке; для этого необходимо закрутить тыльный колпачок до отказа. Обычно, тыльный колпачок достаточно длинный, чтобы вместить в себя всю длину электрода, как это показано на рисунке. Но для работы в стесненных условиях горелки могут снабжаться и короткими колпачками.
Горелки для сварки ТИГ разработаны самых разных конструкций и размеров в зависимости от максимального требуемого тока, а также от условий ее применения. Размер горелки также влияет на то, как горелка будет нагреваться и охлаждаться при сварке. Конструкция некоторых горелок предполагает их охлаждение потоком защитного газа (это так называемые, горелки воздушного охлаждения). Горелки также отводят тепло в окружающее пространство. Имеются также горелки с водяным охлаждением. Они, обычно, предназначаются для использования на повышенных токах сварки. Горелки ТИГ с водяным охлаждением, как правило, имеют меньшие размеры, чем горелки воздушного охлаждения для тех же токов сварки.
Газовое сопло. Функцией газового сопла является направлять защитный газ в зону сварки с тем, чтобы он замещал окружающий воздух. Газовое сопло крепится к горелке ТИГ на резьбе, что, в случае необходимости, облегчает его замену. Они обычно изготавливаются из керамического материала для того, чтобы противостоять интенсивному нагреву.
Газовые линзы. Другим типом сопел являются сопла со встроенными газовыми линзами, в которых поток газа проходит через металлическую решетку, что придает ему большую ламинарность, обеспечивающую более надежную защиту, так как такой поток более устойчив к воздействиям поперечных воздушных потоков и действует на большее расстояние. Преимуществом сопла, обеспечивающего ламинарный поток газа, заключается в том, что можно устанавливать больший вылет электрода, что дает сварщику лучший обзор сварочной ванны. Газовые линзы также снижают расход газа.

Обычное сопло (слева) и сопло с газовой линзой (справа)
Форма потока защитного газа от обычного сопла |
Форма потока защитного газа от сопла с газовой линзой |


Блоки (панели) управления установками для сварки ТИГ

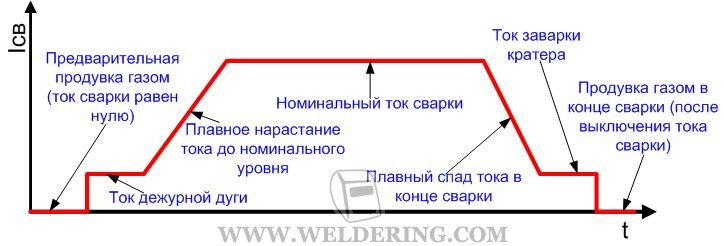
Блоки (панели) управления установками для сварки ТИГ могут быть, как очень простыми, так и очень сложными с различными функциями. Самый простой блок управления позволяет регулировать только ток сварки. В то время как расход защитного газа настраивается регулятором, вмонтированном в горелку ТИГ. Современные блоки управления позволяют включать защитный газ до зажигания дуги и продолжать его подачу некоторое время после выключение тока сварки. Последнее обеспечивает защиту вольфрамового электрода и остывающей сварочной ванны от воздействия окружающего воздуха. Блоки управления установками для сварки ТИГ могут также обеспечивать контроль нарастания и снижения тока сварки, а также импульсный режим сварки (пульсацию тока). Регулирование времени плавного нарастания тока до номинального уровня при зажигании дуги предохраняет вольфрамовый электрод от разрушения и попадания частичек вольфрама в сварной шов. Регулирование времени плавного снижения тока при окончании сварки предотвращает образование кратера и пористости.
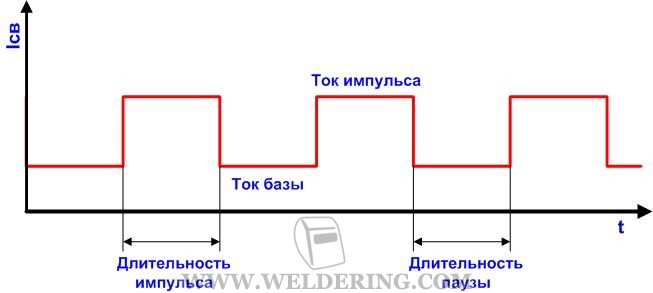
При импульсном режиме сварки устанавливаются два уровня тока: ток импульса и ток базы. Значение тока базы выбирается из условия поддержания горения дуги. Плавление основного металла осуществляется током импульса, в то время как во время паузы сварочная ванна остывает (вплоть до полной кристаллизации в зависимости от параметров импульсного режима). Длительности импульса и паузы могут регулироваться.
При импульсной сварке шов выглядит, как ряд наложенных друг на друга сварных точек, причем степень их перекрытия зависит от скорости сварки.

Основные параметры режима ручной сварки ТИГ
К основным параметрам режима сварки ТИГ относятся:
- тип вольфрамового электрода;
- диаметр электрода;
- тип защитного газа;
- сила тока сварки (Iсв);
- напряжение на дуге (Uд);
- скорость сварки (Vсв).
Используемые сварочные материалы
Защитные газы
Защитный газ выполняет несколько функций. Одна из них заключается в том, чтобы вытеснять собой из зоны сварки окружающий воздух и, тем самым, исключить его контакт со сварочной ванной и раскаленным вольфрамовым электродом. Он также выполняет важную роль в обеспечении прохождения тока и передаче тепла через дугу. При сварке ТИГ используются два инертных газа: аргон (Ar) и гелий (He), из которых первый газ используется чаще. Они оба могут быть смешаны друг с другом, или каждый из них с другим газом, который обладает восстановительной способностью, т.е. вступает в связь с кислородом. При сварке ТИГ в качестве газов с восстановительной способностью используются два газа, водород (H2) и азот (N2). Выбор типа защитного газа зависит от типа материала, подлежащего сварке.
Выбор надлежащего защитного газа.
Газ | Нелегированные и низколегированные стали | Нержавеющие стали | Никелеевые сплавы | Медные сплавы | Алюминиевые сплавы |
Ar | X | X | X | X | X |
Ar/H2 |
| X | X |
|
|
Ar/He |
|
| X | X | X |
He |
|
|
| X | X |
В качестве защитного газа для корневой стороны сварного шва рекомендуется использовать смесь газов с восстановительной способностью N2/H2.
Более подробная информация о защитных газах, а также о присадочных прутках приведена в статье Введение в дуговую сварку в защитных газах (TIG, MIG/MAG)
Электроды
Неплавящиеся вольфрамовые электроды для дуговой сварки в защитных газах изготавливаются 4-х типов (согласно ГОСТ 23949-80):
ЭВЧ – чистый вольфрам без специальных добавок;
ЭВЛ – вольфрам с добавкой окиси лантана (1,1 – 1,4%);
ЭВИ – вольфрам с добавкой окиси иттрия (1,5 – 3,5%);
ЭВТ – вольфрам с добавкой двуокиси тория (1,5 – 2%).
Диаметр вольфрамового электрода выбирают в зависимости от его марки, величины и рода сварочного тока. Электроды ЭВЧ используют для сварки на переменном токе, а прочие для сварки на переменном и постоянном токах прямой и обратной полярности.
Диаметр электрода, мм | Постоянный ток, полярность | Переменный ток, А | |||||||
прямая | обратная | ||||||||
ЭВЛ | ЭВИ | ЭВТ | ЭВЛ | ЭВИ | ЭВТ | ЭВЛ | ЭВИ | ЭВТ | |
2 | 80 | 180 | 120 | 20 | 25 | 25 | - | - | - |
3 | 230 | 380 | 300 | 35 | 50 | 30 | - | 150 | 180 |
4 | 500 | 620 | 590 | 60 | 70 | 60 | 180 | 170 | 220 |
5 | 720 | 920 | 810 | - | - | 70 | - | 210 | 270 |
6 | 900 | 1500 | 1000 | 100 | 120 | 110 | 250 | 250 | 340 |
Род тока и полярность влияют, прежде всего, на форму провара. Эта зависимость условно представлена на рисунке.

А - постоянный ток прямая полярность;
Б - постоянный ток обратная полярность;
В - переменный ток;
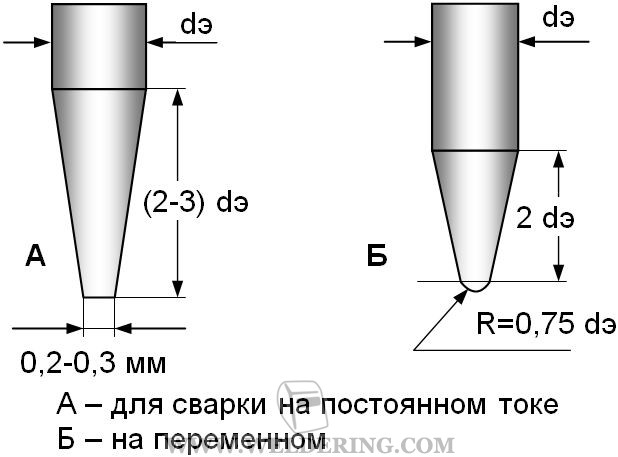
В процессе сварки происходит затупление электрода и, как следствие, уменьшение глубины провара. Затачивать конец электрода для сварки переменном током рекомендуется в виде сферы, а для сварки постоянным током – в виде конуса. Угол конуса должен быть 28 - 30°, длина конической части должна составлять 2 – 3 диаметров электрода. Конус после заточки должен быть притуплен, диаметр притупления должен быть от 0,2 до 0,5 мм.

Процесс заточки электрода показан на рисунке ниже. При заточке электрода могут использоваться переносные аппараты, или стационарные со специальными направляющими для электрода или без них.


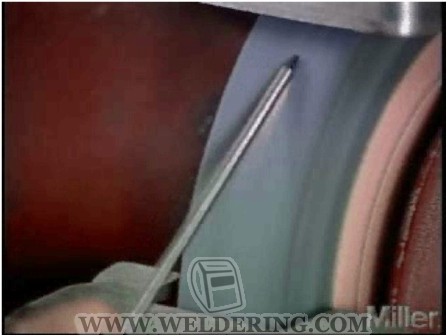
Заточка W-электрода
Расход электродов при беспрерывной работе в течение 5 часов:
ЭВЧ – 8,4 г/час, ЭВЛ – 1,2 г/час, ЭВИ – 0,18 г/час, ЭВТ – 1,4 г/час. Чтобы уменьшить расход электрода, подачу инертного газа следует начинать до включения сварочного тока, а прекращать после выключения тока и остывания электрода.
Влияние полярности тока на процесс сварки тиг
Полярность тока сварки существенным образом сказывается на характере протекания процесса дуговой сварки в инертном газе вольфрамовым электродом. В отличии от сварки плавящимся электродом (к которой относится сварка ММА и МИГ/МАГ) при сварке неплавящимся электродом в защитной среде инертного газа различия в характере процесса сварки на обратной и прямой полярности носят противоположный характер.
Так при использовании обратной полярности процесс сварки ТИГ характеризуется следующими особенностями:
- сниженный ввод тепла в изделие и повышенный в электрод (поэтому при сварке на обратной полярности неплавящийся электрод должен быть большего диаметра при одном и том же токе; в противном случае он будет перегреваться и быстро разрушится);
- зона расплавления основного металла широкая, но неглубокая;
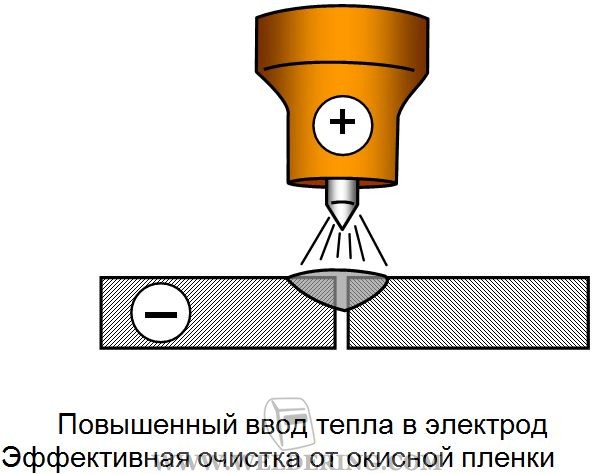
- наблюдается эффект катодной чистки поверхности основного металла, когда под действием потока положительных ионов происходит разрушение окисной и нитридной пленок (так называемое катодное распыление), что улучшает сплавление кромок и формирование шва.
В то время как при сварке на прямой полярности наблюдается:
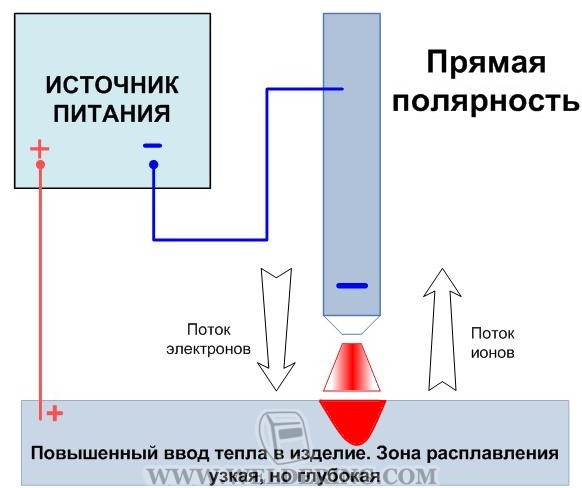
- повышенный ввод тепла в изделие и сниженный в электрод;
- зона расплавления основного металла узкая, но глубокая.

Как и в случае сварки ММА и МИГ/МАГ, различия свойств дуги при прямой и обратной полярности при сварке ТИГ связаны с несимметричностью выделения энергии на катоде и аноде. Эта несимметричность, в свою очередь, определяется разностью в значениях падения напряжения в анодной и катодной областях дуги. В условиях сварки неплавящимся электродом катодное падение напряжения значительно ниже анодного падения напряжения, поэтому тепла на катоде выделяется меньше, чем на аноде.
В связи с тем, что при сварке на прямой полярности наблюдается повышенный ввод тепла в изделие и сниженный в электрод, при сварке на постоянном токе используют прямую полярность. При этом, благодаря тому, что тепло выделяется, в основном, в анодной области, плавятся только те участки основного металла, на которые направляется дуга, т.е. где оказывается размещенным анод.
Основные международные обозначения, относящиеся к сварке ТИГ
TIG - Такое сокращение названия этого процесса принято в Европе. TIG - Tungsten Inert Gas (tungsten – вольфрам на английском языке).
WIG - Так принято для краткости называть этот процесс в Германии. WIG – Wolfram-Inertgasschweiβen (wolfram – вольфрам на немецком языке).
TIG-DC - способ ТИГ на постоянном токе (DC - direct current - постоянный ток на английском языке).
TIG-AC - способ ТИГ на переменном токе (AC – alternating current – переменный ток на английском языке).
TIG-HF - способ ТИГ с системой бесконтактного возбуждения дуги высоковольтным и высокочастотным разрядом; HF - high frequency – высокая частота на английском языке.
|
|
|
|




При этом используется осциллятор, который вырабатывает кратковременный импульс напряжения, обеспечивающий пробой и последовательное развитие искрового разряда вплоть до дугового. Благодаря высокой частоте и малой мощности осциллятора высокое напряжение неопасно для человека. Высокочастотный поджиг обеспечивает самое высокое качество сварного шва, так как при нем не происходит контакта вольфрамового электрода с изделием, и, поэтому, исключается попадание частичек вольфрама в сварочную ванну. При таком поджиге также не происходит разрушения торца вольфрамового электрода. Однако, применение осцилляторов может приводить к выходу из строя устройств чувствительных к электромагнитному воздействию.
TIG-Contact или SCRATCH START - способ ТИГ с контактным возбуждением дуги касанием вольфрамового электрода изделия ("чирканьем" торца вольфрамового электрода по поверхности изделия, наподобие того, как это делается при сварке покрытыми электродами). При этом способе зажигания дуги возможно попадание частичек вольфрама в сварочную ванну, а также имеет место разрушение торца вольфрамового электрода, так как в момент контакта электрода с изделием протекает ток короткого замыкания.
TIG-LIFT ARC (TIG-LIFT IGNITION, LIFTIG) - способ ТИГ с контактным возбуждением дуги когда в момент короткого замыкания протекает заблаговременно сниженный ток.
Касание электрода |
Зарождение малоамперной дуги |
Формирование рабочей дуги |

Этот способ зажигания дуги, хотя и не исключает контакта электрода с изделием, не имеет недостатков предыдущего способа, так как в момент КЗ протекает заблаговременно сниженный ток.
Настройка параметров сварки ТИГ
На рисунке ниже показана последовательность определения и регулировки параметров сварки ТИГ.

Техника сварки ТИГ
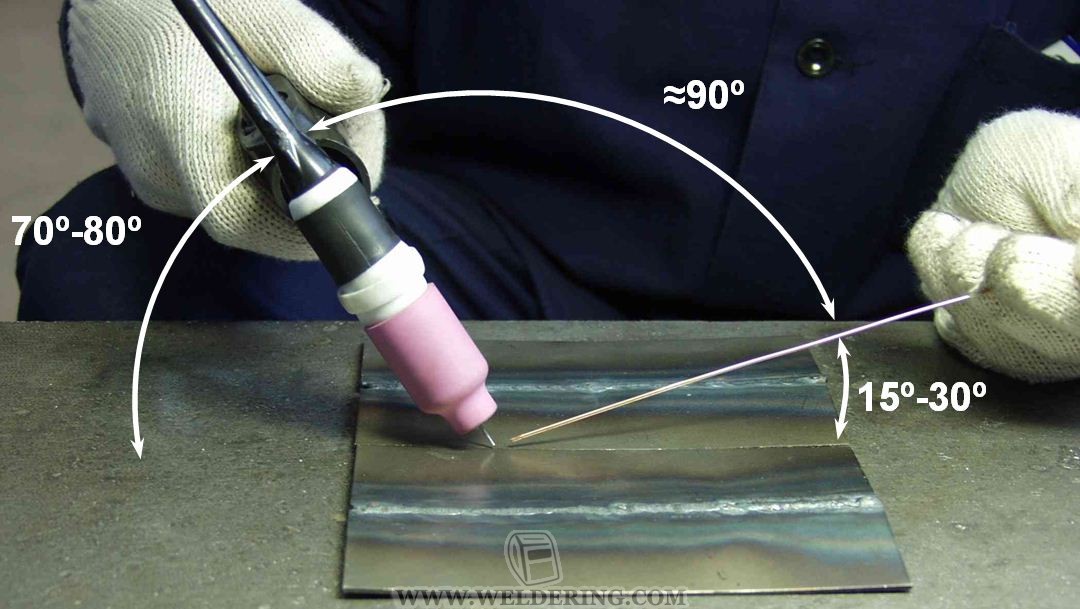
При сварке ТИГ боковой угол горелки должен всегда поддерживаться равным 90 градусам. Горелку следует держать под углом. В то время как угол наклона горелки к поверхности изделия в направлении обратном сварке должен составлять 70 … 80 градусов. Присадка подается по мере перемещения горелки под углом от 15 до 30° к основному металлу.

Сварка ТИГ выполняется "углом вперед" (т.е. горелка наклонена в сторону формирующегося сварного шва) с регулярной подачей присадки мелкими шагами. При сварке очень важно, чтобы конец присадочной проволоки не выводился из зоны газовой защиты; в противном случае, будучи расплавленным или нагретым, он окислится от контакта с окружающим воздухом. Любая степень окисления или загрязнения присадочной проволоки неизбежно вызовет загрязнение сварочной ванны. Поэтому очень важно, чтобы сварщик использовал присадочные прудки чистые грязи, смазки или влаги. Обычно грязь и смазка попадает на присадочный металл с грязных рукавиц. Поэтому, непосредственно перед сваркой, очень желательно обрабатывать прутки, например, ацетоном. Смазка и влага, как на присадочном прутке, так и на основном металле могут вызвать серьезные дефекты сварного шва, такие как пористость, водородное растрескивание и др.
Особенности сварки алюминия и алюминиевых сплавов
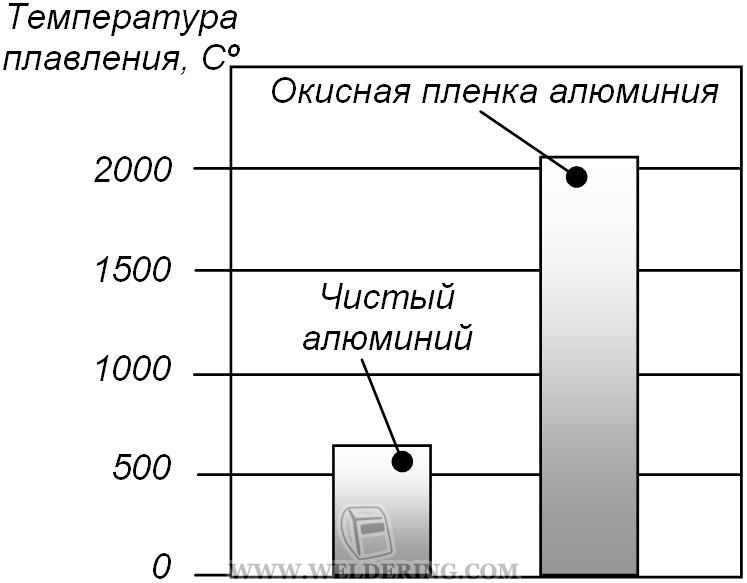
При сварке ТИГ большинства металлов используется постоянный ток прямой полярности. Однако эти условия сварки неприемлемы, когда речь идет об алюминии и магнии. Обусловлено это наличием на поверхности этих металлов прочной и тугоплавкой окисной пленки. Алюминий характеризуется высокой химической активностью. Он легко вступает во взаимодействие с кислородом воздуха, т.е. окисляется. При этом образуется тонкая плотная пленка из оксида алюминия (Al2O3). Своей высокой коррозионной стойкостью алюминий обязан именно этой пленке. Температура плавления чистого алюминия – 660 ºС, а температура плавления окиси алюминия более чем в три раза выше – 2030 ºС. Окись алюминия – это керамический материал, твердый и не электропроводный. При расплавлении алюминия он растекается крупными каплями удерживаемыми от слияния окисной пленкой. В случае если фрагменты пленки окажутся в закристаллизовавшемся металле шва, то его механические свойства ухудшаться. Таким образом, для того чтобы сварить вместе две алюминиевые детали, прежде всего, необходимо эту окисную пленку разрушить. Это можно выполнить:
- механически (однако, это практически невозможно, так как из-за высокой химической активности алюминия он тут же вступает в связь с кислородом, и новый слой окиси алюминия начинает образовываться. Причем, в условиях дуговой сварки при высокой температуре окисление алюминия и образование окисной пленки происходит еще более интенсивно);
- химической обработкой (довольно сложно и трудоемко);
- сваркой на обратной полярности;
- сваркой на переменном токе.
При подключении электрода к отрицательному полюсу (сварка на прямой полярности) изделию будет передаваться значительное количество тепла, однако пленка разрушаться не будет. Если полярность изменить и подключить электрод к положительному полюсу (сварка на обратной полярности), то тепла изделию будет передаваться меньше, однако, как только будет возбуждена дуга, окисная пленка начнет разрушаться (происходит, так называемая катодная очистка).

Существует две теории, объясняющие механизм разрушения окисной пленки на обратной полярности.
Катодное пятно, перемещаясь по поверхности сварочной ванны, приводит к испарению окислов алюминия, при этом эмиссия электронов с активных катодных пятен отталкивает фрагменты окисной пленки к краям сварочной ванны, где они формируют тонкие полоски.
Поток ионов обладает достаточной кинетической энергией, чтобы при столкновении с поверхностью катода разрушать окисную пленку (аналогичный эффект имеет место при пескоструйной обработке). В пользу этой теории говорит тот факт, что чистящий эффект выше при использовании инертных газов с более высоким атомарным весом (аргон)
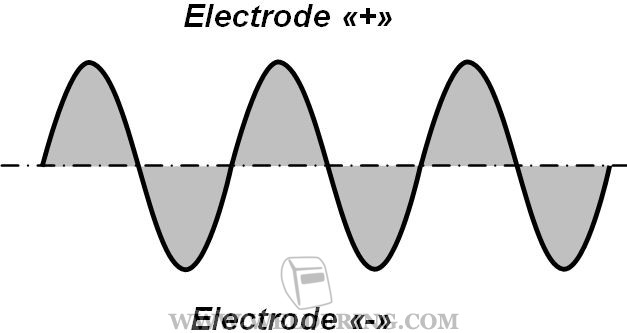
Однако наряду с этим положительным явлением будут наблюдаться такие отрицательные последствия сварки на обратной полярности как перегрев электрода, на котором будет выделяться слишком много тепла (вызывая его перегрев), и низкое проплавление основного металла. Решением этих проблем является сварка на переменном токе. Комбинация прямой и обратной полярности позволяет использовать преимущества обоих полярностей; мы получаем и необходимое тепловложение (т.е. проплавление основного металла) в полупериоды прямой полярности и очистку поверхности от окиси алюминия (в полупериоды обратной полярности). Сварка на переменном токе этой частотой является идеальным процессом соединения всех типов алюминиевых и магниевых сплавов.
Достоинства и недостатки процесса ручной сварки ТИГ
По сравнению с другими способами сварки (ММА, МИГ/МАГ, сварка под флюсом) сварка ТИГ характеризуется следующими преимуществами:
- позволяет получить сварные швы высокого качества применительно к практически всем металлам и сплавам (включая трудносвариваемые и разнородные, например алюминий со сталью);
- обеспечивается хороший визуальный контроль сварочной ванны и дуги;
- благодаря отсутствию переноса металла через дугу не имеет места разбрызгивание металла;
- практически не требуется обработка поверхности шва после сварки;
- как и в случае сварочных процессов МИГ/МАГ и ММА сварку ТИГ можно выполнять во всех пространственных положениях;
- также как и в случае сварки МИГ/МАГ при сварке ТИГ нет шлака, а это означает, что не бывает шлаковых включений в металл шва.
К недостаткам этого способа сварки можно отнести низкую производительность, сложность и высокую стоимость источника питания (по сравнению со сваркой плавящимся электродом).
Охрана здоровья и охрана труда применительно к процессу сварки TIG
Ниже изложены некоторые дополнительные меры предосторожности относительно сварки ТИГ. На первый взгляд этот способ сварки представляется наименее опасным, так как, либо дымов вообще не видно, либо они выделяются в очень небольшом объеме. Но нельзя обманываться, считая, что при этом способе сварки вообще не выделяются опасные вещества. Они выделяются и могут попадать во вдыхаемый воздух. Концентрация опасных веществ зависит от силы тока сварки, от типа стали (нелегированная, низколегированная или высоколегированная) и от степени очистки поверхности основного металла от, например, масла, используемого при резке металла или от антикоррозионных покрытий.
Скачать:
| Вложение | Размер |
|---|---|
| 408.34 КБ |
Предварительный просмотр:
Сварка в инертных газах вольфрамовым электродом (TIG)
Сущность процесса сварки ТИГ
Полное наименование этого процесса сварки таково: Ручная дуговая сварка в инертном газе вольфрамовым электродом (ДСТУ 3761.3-98 "Сварка и родственные процессы. Часть 3 Сварка металлов: соединения и швы, технология, материалы и оборудование. Термины и определения"). Схема и сущность процесса сварки ТИГ показана на рисунке ниже.

Кромки свариваемого изделия и присадочный металл расплавляются дугой, горящей между неплавящимся вольфрамовым электродом и изделием. При этом используется электрод либо из чистого, либо из активированного вольфрама. При необходимости в сварочную ванну добавляется присадочный металл. По мере перемещения дуги расплавленный (жидкий) металл сварочной ванны затвердевает (то есть кристаллизируется), образуя сварной шов, соединяющий кромки деталей. Сварное соединение образуется либо только за счет расплавленного основного металла, либо за счет, как основного металла, так и металла присадочной проволоки. Дуга, сварочная ванна, торцы вольфрамового электрода и присадочной проволоки, а также остывающий шов защищены от воздействия окружающей среды инертным газом (аргоном или гелием), подаваемым в зону сварки горелкой. Сварка выполняется либо постоянным током прямой полярности, когда плюсовая клемма источника питания подключается к изделию, а минусовая – к горелке, либо переменным током (при сварке алюминия).
Область применения сварки ТИГ
Этот способ сварки широко применяется в химической, теплоэнергетической, нефтеперерабатывающей, авиационно-космической, пищевой, автомобилестроительной и других отраслях промышленности для сварки практически всех металлов и сплавов: углеродистых, конструкционных и нержавеющих сталей, алюминия и его сплавов, титана, никеля, меди, латуней, кремнистых бронз, а так же разнородных металлов и сплавов; наплавка одних металлов на другие.
Сварочный источник питания
Сварочный источник питания обеспечивает сварочную дугу электрической энергией. В качестве источника питания при сварке ТИГ используются:
- сварочные трансформаторы – при сварке на переменном токе;
- сварочные выпрямители и генераторы – при сварке на постоянном токе;
- универсальные источники питания, обеспечивающие, как сварку переменным, так и постоянным током.
Источники питания для сварки ТИГ должны иметь крутопадающую внешнюю вольт-амперную характеристику (Источники питания для дуговой сварки). Такая характеристика обеспечивает постоянство заданного значения тока сварки при нарушениях длины дуги, например, из-за колебаний руки сварщика.

Сварочная горелка
Основным назначением горелки для дуговой сварки ТИГ является жесткое фиксирование вольфрамового электрода (W-электрода) в требуемом положении, подвода к нему электрического тока и равномерного распределения потока защитного газа вокруг сварочной ванны. Она состоит из корпуса (ручки) и головки покрытой изолирующим материалом. Обычно, в рукоятку горелки встроена кнопка управления для включения и выключения тока сварки и защитного газа. Некоторые современные горелки имеют кнопку управления током в процессе сварки. Цанга позволяет жестко закрепить W-электрод в горелке; для этого необходимо закрутить тыльный колпачок до отказа. Обычно, тыльный колпачок достаточно длинный, чтобы вместить в себя всю длину электрода, как это показано на рисунке. Но для работы в стесненных условиях горелки могут снабжаться и короткими колпачками.
Горелки для сварки ТИГ разработаны самых разных конструкций и размеров в зависимости от максимального требуемого тока, а также от условий ее применения. Размер горелки также влияет на то, как горелка будет нагреваться и охлаждаться при сварке. Конструкция некоторых горелок предполагает их охлаждение потоком защитного газа (это так называемые, горелки воздушного охлаждения). Горелки также отводят тепло в окружающее пространство. Имеются также горелки с водяным охлаждением. Они, обычно, предназначаются для использования на повышенных токах сварки. Горелки ТИГ с водяным охлаждением, как правило, имеют меньшие размеры, чем горелки воздушного охлаждения для тех же токов сварки.
Газовое сопло. Функцией газового сопла является направлять защитный газ в зону сварки с тем, чтобы он замещал окружающий воздух. Газовое сопло крепится к горелке ТИГ на резьбе, что, в случае необходимости, облегчает его замену. Они обычно изготавливаются из керамического материала для того, чтобы противостоять интенсивному нагреву.
Газовые линзы. Другим типом сопел являются сопла со встроенными газовыми линзами, в которых поток газа проходит через металлическую решетку, что придает ему большую ламинарность, обеспечивающую более надежную защиту, так как такой поток более устойчив к воздействиям поперечных воздушных потоков и действует на большее расстояние. Преимуществом сопла, обеспечивающего ламинарный поток газа, заключается в том, что можно устанавливать больший вылет электрода, что дает сварщику лучший обзор сварочной ванны. Газовые линзы также снижают расход газа.

Обычное сопло (слева) и сопло с газовой линзой (справа)
Форма потока защитного газа от обычного сопла | Форма потока защитного газа от сопла с газовой линзой |


Блоки (панели) управления установками для сварки ТИГ

Блоки (панели) управления установками для сварки ТИГ могут быть, как очень простыми, так и очень сложными с различными функциями. Самый простой блок управления позволяет регулировать только ток сварки. В то время как расход защитного газа настраивается регулятором, вмонтированном в горелку ТИГ. Современные блоки управления позволяют включать защитный газ до зажигания дуги и продолжать его подачу некоторое время после выключение тока сварки. Последнее обеспечивает защиту вольфрамового электрода и остывающей сварочной ванны от воздействия окружающего воздуха. Блоки управления установками для сварки ТИГ могут также обеспечивать контроль нарастания и снижения тока сварки, а также импульсный режим сварки (пульсацию тока). Регулирование времени плавного нарастания тока до номинального уровня при зажигании дуги предохраняет вольфрамовый электрод от разрушения и попадания частичек вольфрама в сварной шов. Регулирование времени плавного снижения тока при окончании сварки предотвращает образование кратера и пористости.

При импульсном режиме сварки устанавливаются два уровня тока: ток импульса и ток базы. Значение тока базы выбирается из условия поддержания горения дуги. Плавление основного металла осуществляется током импульса, в то время как во время паузы сварочная ванна остывает (вплоть до полной кристаллизации в зависимости от параметров импульсного режима). Длительности импульса и паузы могут регулироваться.

При импульсной сварке шов выглядит, как ряд наложенных друг на друга сварных точек, причем степень их перекрытия зависит от скорости сварки.

Основные параметры режима ручной сварки ТИГ
К основным параметрам режима сварки ТИГ относятся:
- тип вольфрамового электрода;
- диаметр электрода;
- тип защитного газа;
- сила тока сварки (Iсв);
- напряжение на дуге (Uд);
- скорость сварки (Vсв).
Используемые сварочные материалы
Защитные газы
Защитный газ выполняет несколько функций. Одна из них заключается в том, чтобы вытеснять собой из зоны сварки окружающий воздух и, тем самым, исключить его контакт со сварочной ванной и раскаленным вольфрамовым электродом. Он также выполняет важную роль в обеспечении прохождения тока и передаче тепла через дугу. При сварке ТИГ используются два инертных газа: аргон (Ar) и гелий (He), из которых первый газ используется чаще. Они оба могут быть смешаны друг с другом, или каждый из них с другим газом, который обладает восстановительной способностью, т.е. вступает в связь с кислородом. При сварке ТИГ в качестве газов с восстановительной способностью используются два газа, водород (H2) и азот (N2). Выбор типа защитного газа зависит от типа материала, подлежащего сварке.
Выбор надлежащего защитного газа.
Газ | Нелегированные и низколегированные стали | Нержавеющие стали | Никелеевые сплавы | Медные сплавы | Алюминиевые сплавы |
Ar | X | X | X | X | X |
Ar/H2 |
| X | X |
|
|
Ar/He |
|
| X | X | X |
He |
|
|
| X | X |
В качестве защитного газа для корневой стороны сварного шва рекомендуется использовать смесь газов с восстановительной способностью N2/H2.
Более подробная информация о защитных газах, а также о присадочных прутках приведена в статье Введение в дуговую сварку в защитных газах (TIG, MIG/MAG)
Электроды
Неплавящиеся вольфрамовые электроды для дуговой сварки в защитных газах изготавливаются 4-х типов (согласно ГОСТ 23949-80):
ЭВЧ – чистый вольфрам без специальных добавок;
ЭВЛ – вольфрам с добавкой окиси лантана (1,1 – 1,4%);
ЭВИ – вольфрам с добавкой окиси иттрия (1,5 – 3,5%);
ЭВТ – вольфрам с добавкой двуокиси тория (1,5 – 2%).
Диаметр вольфрамового электрода выбирают в зависимости от его марки, величины и рода сварочного тока. Электроды ЭВЧ используют для сварки на переменном токе, а прочие для сварки на переменном и постоянном токах прямой и обратной полярности.
Диаметр электрода, мм | Постоянный ток, полярность | Переменный ток, А | |||||||
прямая | обратная | ||||||||
ЭВЛ | ЭВИ | ЭВТ | ЭВЛ | ЭВИ | ЭВТ | ЭВЛ | ЭВИ | ЭВТ | |
2 | 80 | 180 | 120 | 20 | 25 | 25 | - | - | - |
3 | 230 | 380 | 300 | 35 | 50 | 30 | - | 150 | 180 |
4 | 500 | 620 | 590 | 60 | 70 | 60 | 180 | 170 | 220 |
5 | 720 | 920 | 810 | - | - | 70 | - | 210 | 270 |
6 | 900 | 1500 | 1000 | 100 | 120 | 110 | 250 | 250 | 340 |
Род тока и полярность влияют, прежде всего, на форму провара. Эта зависимость условно представлена на рисунке.
А - постоянный ток прямая полярность;

Б - постоянный ток обратная полярность;
В - переменный ток;
В процессе сварки происходит затупление электрода и, как следствие, уменьшение глубины провара. Затачивать конец электрода для сварки переменном током рекомендуется в виде сферы, а для сварки постоянным током – в виде конуса. Угол конуса должен быть 28 - 30°, длина конической части должна составлять 2 – 3 диаметров электрода. Конус после заточки должен быть притуплен, диаметр притупления должен быть от 0,2 до 0,5 мм.

Процесс заточки электрода показан на рисунке ниже. При заточке электрода могут использоваться переносные аппараты, или стационарные со специальными направляющими для электрода или без них.



Заточка W-электрода

Расход электродов при беспрерывной работе в течение 5 часов:
ЭВЧ – 8,4 г/час, ЭВЛ – 1,2 г/час, ЭВИ – 0,18 г/час, ЭВТ – 1,4 г/час. Чтобы уменьшить расход электрода, подачу инертного газа следует начинать до включения сварочного тока, а прекращать после выключения тока и остывания электрода.
Влияние полярности тока на процесс сварки тиг
Полярность тока сварки существенным образом сказывается на характере протекания процесса дуговой сварки в инертном газе вольфрамовым электродом. В отличии от сварки плавящимся электродом (к которой относится сварка ММА и МИГ/МАГ) при сварке неплавящимся электродом в защитной среде инертного газа различия в характере процесса сварки на обратной и прямой полярности носят противоположный характер.
Так при использовании обратной полярности процесс сварки ТИГ характеризуется следующими особенностями:
- сниженный ввод тепла в изделие и повышенный в электрод (поэтому при сварке на обратной полярности неплавящийся электрод должен быть большего диаметра при одном и том же токе; в противном случае он будет перегреваться и быстро разрушится);
- зона расплавления основного металла широкая, но неглубокая;
- наблюдается эффект катодной чистки поверхности основного металла, когда под действием потока положительных ионов происходит разрушение окисной и нитридной пленок (так называемое катодное распыление), что улучшает сплавление кромок и формирование шва.
В то время как при сварке на прямой полярности наблюдается:
- повышенный ввод тепла в изделие и сниженный в электрод;
- зона расплавления основного металла узкая, но глубокая.


Как и в случае сварки ММА и МИГ/МАГ, различия свойств дуги при прямой и обратной полярности при сварке ТИГ связаны с несимметричностью выделения энергии на катоде и аноде. Эта несимметричность, в свою очередь, определяется разностью в значениях падения напряжения в анодной и катодной областях дуги. В условиях сварки неплавящимся электродом катодное падение напряжения значительно ниже анодного падения напряжения, поэтому тепла на катоде выделяется меньше, чем на аноде.
В связи с тем, что при сварке на прямой полярности наблюдается повышенный ввод тепла в изделие и сниженный в электрод, при сварке на постоянном токе используют прямую полярность. При этом, благодаря тому, что тепло выделяется, в основном, в анодной области, плавятся только те участки основного металла, на которые направляется дуга, т.е. где оказывается размещенным анод.
Основные международные обозначения, относящиеся к сварке ТИГ
TIG - Такое сокращение названия этого процесса принято в Европе. TIG - Tungsten Inert Gas (tungsten – вольфрам на английском языке).
WIG - Так принято для краткости называть этот процесс в Германии. WIG – Wolfram-Inertgasschweiβen (wolfram – вольфрам на немецком языке).
TIG-DC - способ ТИГ на постоянном токе (DC - direct current - постоянный ток на английском языке).
TIG-AC - способ ТИГ на переменном токе (AC – alternating current – переменный ток на английском языке).
TIG-HF - способ ТИГ с системой бесконтактного возбуждения дуги высоковольтным и высокочастотным разрядом; HF - high frequency – высокая частота на английском языке.
|
|
|
|




При этом используется осциллятор, который вырабатывает кратковременный импульс напряжения, обеспечивающий пробой и последовательное развитие искрового разряда вплоть до дугового. Благодаря высокой частоте и малой мощности осциллятора высокое напряжение неопасно для человека. Высокочастотный поджиг обеспечивает самое высокое качество сварного шва, так как при нем не происходит контакта вольфрамового электрода с изделием, и, поэтому, исключается попадание частичек вольфрама в сварочную ванну. При таком поджиге также не происходит разрушения торца вольфрамового электрода. Однако, применение осцилляторов может приводить к выходу из строя устройств чувствительных к электромагнитному воздействию.
TIG-Contact или SCRATCH START - способ ТИГ с контактным возбуждением дуги касанием вольфрамового электрода изделия ("чирканьем" торца вольфрамового электрода по поверхности изделия, наподобие того, как это делается при сварке покрытыми электродами). При этом способе зажигания дуги возможно попадание частичек вольфрама в сварочную ванну, а также имеет место разрушение торца вольфрамового электрода, так как в момент контакта электрода с изделием протекает ток короткого замыкания.
TIG-LIFT ARC (TIG-LIFT IGNITION, LIFTIG) - способ ТИГ с контактным возбуждением дуги когда в момент короткого замыкания протекает заблаговременно сниженный ток.
Касание электрода | Зарождение малоамперной дуги | Формирование рабочей дуги |



Этот способ зажигания дуги, хотя и не исключает контакта электрода с изделием, не имеет недостатков предыдущего способа, так как в момент КЗ протекает заблаговременно сниженный ток.
Настройка параметров сварки ТИГ
На рисунке ниже показана последовательность определения и регулировки параметров сварки ТИГ.

Техника сварки ТИГ
При сварке ТИГ боковой угол горелки должен всегда поддерживаться равным 90 градусам. Горелку следует держать под углом. В то время как угол наклона горелки к поверхности изделия в направлении обратном сварке должен составлять 70 … 80 градусов. Присадка подается по мере перемещения горелки под углом от 15 до 30° к основному металлу.


Сварка ТИГ выполняется "углом вперед" (т.е. горелка наклонена в сторону формирующегося сварного шва) с регулярной подачей присадки мелкими шагами. При сварке очень важно, чтобы конец присадочной проволоки не выводился из зоны газовой защиты; в противном случае, будучи расплавленным или нагретым, он окислится от контакта с окружающим воздухом. Любая степень окисления или загрязнения присадочной проволоки неизбежно вызовет загрязнение сварочной ванны. Поэтому очень важно, чтобы сварщик использовал присадочные прудки чистые грязи, смазки или влаги. Обычно грязь и смазка попадает на присадочный металл с грязных рукавиц. Поэтому, непосредственно перед сваркой, очень желательно обрабатывать прутки, например, ацетоном. Смазка и влага, как на присадочном прутке, так и на основном металле могут вызвать серьезные дефекты сварного шва, такие как пористость, водородное растрескивание и др.
Особенности сварки алюминия и алюминиевых сплавов
При сварке ТИГ большинства металлов используется постоянный ток прямой полярности. Однако эти условия сварки неприемлемы, когда речь идет об алюминии и магнии. Обусловлено это наличием на поверхности этих металлов прочной и тугоплавкой окисной пленки. Алюминий характеризуется высокой химической активностью. Он легко вступает во взаимодействие с кислородом воздуха, т.е. окисляется. При этом образуется тонкая плотная пленка из оксида алюминия (Al2O3). Своей высокой коррозионной стойкостью алюминий обязан именно этой пленке. Температура плавления чистого алюминия – 660 ºС, а температура плавления окиси алюминия более чем в три раза выше – 2030 ºС. Окись алюминия – это керамический материал, твердый и не электропроводный. При расплавлении алюминия он растекается крупными каплями удерживаемыми от слияния окисной пленкой. В случае если фрагменты пленки окажутся в закристаллизовавшемся металле шва, то его механические свойства ухудшаться. Таким образом, для того чтобы сварить вместе две алюминиевые детали, прежде всего, необходимо эту окисную пленку разрушить. Это можно выполнить:
- механически (однако, это практически невозможно, так как из-за высокой химической активности алюминия он тут же вступает в связь с кислородом, и новый слой окиси алюминия начинает образовываться. Причем, в условиях дуговой сварки при высокой температуре окисление алюминия и образование окисной пленки происходит еще более интенсивно);
- химической обработкой (довольно сложно и трудоемко);
- сваркой на обратной полярности;
- сваркой на переменном токе.

При подключении электрода к отрицательному полюсу (сварка на прямой полярности) изделию будет передаваться значительное количество тепла, однако пленка разрушаться не будет. Если полярность изменить и подключить электрод к положительному полюсу (сварка на обратной полярности), то тепла изделию будет передаваться меньше, однако, как только будет возбуждена дуга, окисная пленка начнет разрушаться (происходит, так называемая катодная очистка).


Существует две теории, объясняющие механизм разрушения окисной пленки на обратной полярности.
Катодное пятно, перемещаясь по поверхности сварочной ванны, приводит к испарению окислов алюминия, при этом эмиссия электронов с активных катодных пятен отталкивает фрагменты окисной пленки к краям сварочной ванны, где они формируют тонкие полоски.
Поток ионов обладает достаточной кинетической энергией, чтобы при столкновении с поверхностью катода разрушать окисную пленку (аналогичный эффект имеет место при пескоструйной обработке). В пользу этой теории говорит тот факт, что чистящий эффект выше при использовании инертных газов с более высоким атомарным весом (аргон)
Однако наряду с этим положительным явлением будут наблюдаться такие отрицательные последствия сварки на обратной полярности как перегрев электрода, на котором будет выделяться слишком много тепла (вызывая его перегрев), и низкое проплавление основного металла. Решением этих проблем является сварка на переменном токе. Комбинация прямой и обратной полярности позволяет использовать преимущества обоих полярностей; мы получаем и необходимое тепловложение (т.е. проплавление основного металла) в полупериоды прямой полярности и очистку поверхности от окиси алюминия (в полупериоды обратной полярности). Сварка на переменном токе этой частотой является идеальным процессом соединения всех типов алюминиевых и магниевых сплавов.

Достоинства и недостатки процесса ручной сварки ТИГ
По сравнению с другими способами сварки (ММА, МИГ/МАГ, сварка под флюсом) сварка ТИГ характеризуется следующими преимуществами:
- позволяет получить сварные швы высокого качества применительно к практически всем металлам и сплавам (включая трудносвариваемые и разнородные, например алюминий со сталью);
- обеспечивается хороший визуальный контроль сварочной ванны и дуги;
- благодаря отсутствию переноса металла через дугу не имеет места разбрызгивание металла;
- практически не требуется обработка поверхности шва после сварки;
- как и в случае сварочных процессов МИГ/МАГ и ММА сварку ТИГ можно выполнять во всех пространственных положениях;
- также как и в случае сварки МИГ/МАГ при сварке ТИГ нет шлака, а это означает, что не бывает шлаковых включений в металл шва.
К недостаткам этого способа сварки можно отнести низкую производительность, сложность и высокую стоимость источника питания (по сравнению со сваркой плавящимся электродом).
Охрана здоровья и охрана труда применительно к процессу сварки TIG
Ниже изложены некоторые дополнительные меры предосторожности относительно сварки ТИГ. На первый взгляд этот способ сварки представляется наименее опасным, так как, либо дымов вообще не видно, либо они выделяются в очень небольшом объеме. Но нельзя обманываться, считая, что при этом способе сварки вообще не выделяются опасные вещества. Они выделяются и могут попадать во вдыхаемый воздух. Концентрация опасных веществ зависит от силы тока сварки, от типа стали (нелегированная, низколегированная или высоколегированная) и от степени очистки поверхности основного металла от, например, масла, используемого при резке металла или от антикоррозионных покрытий.
По теме: методические разработки, презентации и конспекты

РАБОЧАЯ ПРОГРАММА ПРОФЕССИОНАЛЬНОГО МОДУЛЯ ПМ 02 Ручная дуговая сварка (резка, наплавка) плавящимся покрытым электродом по профессии 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
Рабочая программа профессионального модуля (далее рабочая программа) – является частью рабочей основной профессиональной образовательной программы в соответствии с ФГОС СПО по профессии 15...

РАБОЧАЯ ПРОГРАММА ПРОФЕССИОНАЛЬНОГО МОДУЛЯ ПМ.02 Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом по профессии 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
Рабочая программа по ПМ02...
МЕТОДИЧЕСКИЕ УКАЗАНИЯ ДЛЯ ВЫПОЛНЕНИЯ ПРАКТИЧЕСКИХ РАБОТ по УП.02. Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом по профессии 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
Методическая разработка...

РП производственной практики профессионального модуля ПМ07 «Выполнение сварочных работ ручной дуговой сваркой (наплавка, резка) плавящимся покрытым электродом простых деталей неответственных конструкций, ручной дуговой сваркой (наплавка) неплавящимся элек
РП производственной практики профессионального модуля ПМ07 «Выполнение сварочных работ ручной дуговой сваркой (наплавка, резка) плавящимся покрытым электродом простых деталей неответственных кон...

РАБОЧАЯ ПРОГРАММА производственной практики ПМ 02 Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
Рабочая программа производственной практики ПМ 02 Ручная дуговая сварка (наплавка,резка) плавящимся покрытым электродом разработана на основе ФГОС СПО попрофессии 15.01.05 Сварщик (ручной и частично м...
РАБОЧАЯ ПРОГРАММА учебной практики ПМ 02 Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
Рабочая программа учебной практики ПМ 02 Ручная дуговая сварка (наплавка, резка)плавящимся покрытым электродом разработана на основе ФГОС СПО по профессии15.01.05 Сварщик (ручной и частично механизиро...

Рабочая программа ПМ.07 Выполнение сварочных работ ручной дуговой сваркой (наплавка, резка) плавящимся покрытым электродом простых неответственных конструкций, ручной дуговой сваркой неплавящимся электродом в защитном газе простых деталей неответственных
Рабочая программа профессионального модуля ПМ.07 Выполнение сварочных работ ручной дуговой сваркой (наплавка, резка) плавящимся покрытым электродом простых неответственных конструкций, ручной дуговой ...